Wir lochen und biegen

Lochblech für Balkone, Zäune und Architektur
Individuelle Lösungen, Planungssicherheit
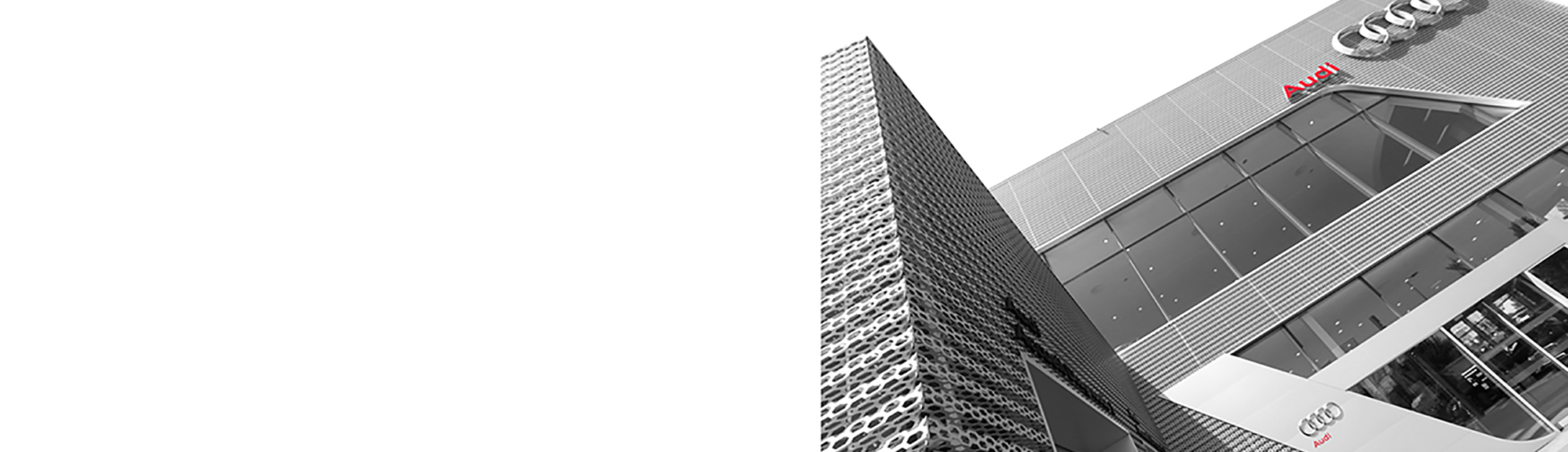
FÜR ARCHITEKTEN
Entdecken Sie Fassaden-, Decken-
und Interieur-Design-Lösungen.
LOCHBLECH ist nachhaltig
Lochblech hilft, die Umwelt-
verschmutzung zu reduzieren.

LOCHBLECH ist individuell


Lochblech ist Zukunft

Lochblech separiert, und filtriert
für jeden Bedarf und alle Aufgaben

Filterrohre
zur Separation

LOCHBLECH ist
innovativ
und garantiert die Belüftung

Lochblech für Waschkörbe
Industrielle Lösungen

Architektur
Sieb- und Sortiertrommeln
Auf unserer Seite kommen Cookies von uns und von Dritten zum Einsatz. Für alle Cookies, die nicht unbedingt erforderlich sind, um die Website darstellen zu können (essenzielle Cookies), benötigen wir Ihre Einwilligung. Diese teilen sich in verschiedene Kategorien der Datenverarbeitung auf: Sicherheit, Konfiguration, Analyse, Marketing und externe Webservices. Dienste und Cookies der Kategorie „Externe Webservices“ dienen der Einbindung von Inhalten von Drittanbietern (z.B. Smartsupp).
Sie können durch das Anklicken der Schaltfläche „Alle Cookies Akzeptieren“ oder durch das Anwählen einzelner Kategorien in den Einsatz der nicht notwendigen Cookies und die damit verbundene Datenverarbeitung einwilligen. Welche Cookies konkret zu welchem Zweck zum Einsatz kommen, erfahren Sie unter „Individuelle Datenschutzeinstellungen“.
Ihre Einwilligung umfasst sowohl die Speicherung von Informationen auf Ihrem Endgerät, als auch ggf. das anschließende Auslesen und die Verarbeitung der damit verbundenen personenbezogenen Daten. Sie können diese Einstellungen jederzeit aufrufen und Ihre Einwilligung gemäß Art. 7 Abs. 3 DSGVO jederzeit widerrufen. Die bis zum Zeitpunkt des Widerrufs erfolgte Verarbeitung bleibt hiervon jedoch unberührt. Weitere Informationen erhalten Sie in unserer Datenschutzerklärung.